
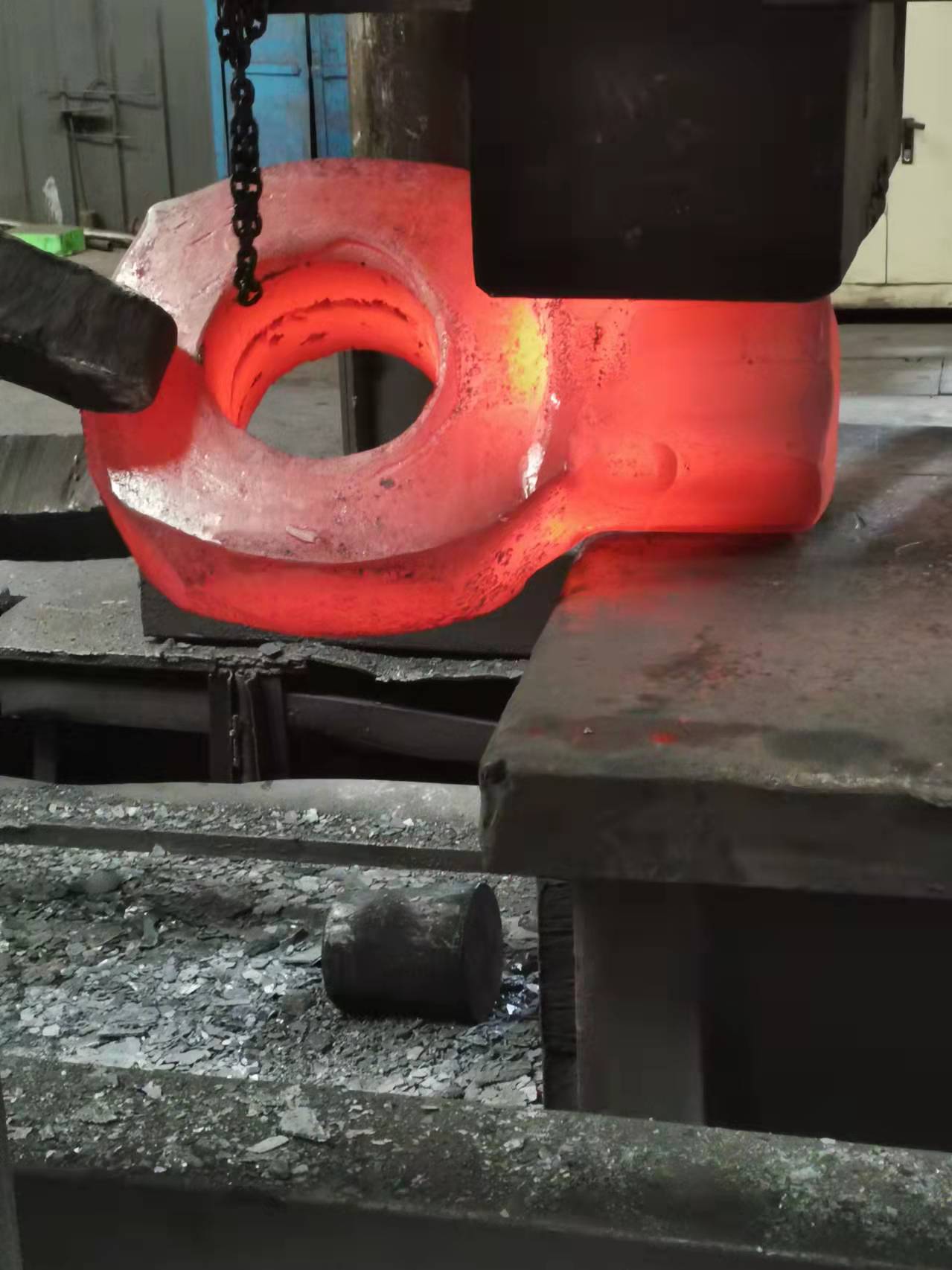
Zavedenie dekarbonizácie v kováčskej továrenskej výrobe
Kovanie továrenskej výroby výkovkov pri vysokej teplote ohrevu, kovového povrchu uhlíka a pecného plynu v oxidačnom plyne a niektorých redukčných plynoch chemickej reakcie, metánu alebo oxidu uhoľnatého, čo vedie k zníženiu obsahu uhlíka na povrchu ocele, tento jav sa nazýva jav dekarbonizácie.
Po prvé, charakteristika dekarbonizácie
1. V dôsledku oxidácie uhlíka v dekarbonizovanej vrstve klesá množstvo povrchovej cementácie (Fe3C) v metalografickej štruktúre;
2. Obsah uhlíka v povrchovej vrstve je výrazne nižší ako vo vnútri chemického zloženia.
Po druhé, faktory ovplyvňujúce dekarbonizáciu výkovkov
Je to podobné, ako sme to urobili s oxidáciou
1. Zloženie pecného plynu: H2O (plyn) so silnou dekarbonizačnou schopnosťou, nasledovaný CO2 a O2.
2. Teplota ohrevu: čím dlhší čas ohrevu, tým závažnejšia je dekarbonizácia.
3, čas ohrevu: čím dlhší čas, tým hrubšia je dekarbonizačná vrstva.
4. Chemické zloženie: je to vnútorný faktor. Čím vyšší je obsah uhlíka v oceli, tým väčšia je tendencia k dekarbonizácii. Prvky ako W, A1 a Co môžu zvýšiť dekarbonizáciu, zatiaľ čo Cr a Mn môžu zabrániť dekarbonizácii. Si, Ni a V nemajú žiadny vplyv na dekarbonizáciu ocele.
Nedostatočná kontrola dekarbonizácie pri výrobe výkovkov môže znížiť povrchovú pevnosť výkovkov, odolnosť proti opotrebovaniu, únavovú pevnosť a kujnosť a pri tepelnom spracovaní môže dôjsť k praskaniu výkovku.
Po prvé, charakteristika dekarbonizácie
1. V dôsledku oxidácie uhlíka v dekarbonizovanej vrstve klesá množstvo povrchovej cementácie (Fe3C) v metalografickej štruktúre;
2. Obsah uhlíka v povrchovej vrstve je výrazne nižší ako vo vnútri chemického zloženia.
Po druhé, faktory ovplyvňujúce dekarbonizáciu výkovkov
Je to podobné, ako sme to urobili s oxidáciou
1. Zloženie pecného plynu: H2O (plyn) so silnou dekarbonizačnou schopnosťou, nasledovaný CO2 a O2.
2. Teplota ohrevu: čím dlhší čas ohrevu, tým závažnejšia je dekarbonizácia.
3, čas ohrevu: čím dlhší čas, tým hrubšia je dekarbonizačná vrstva.
4. Chemické zloženie: je to vnútorný faktor. Čím vyšší je obsah uhlíka v oceli, tým väčšia je tendencia k dekarbonizácii. Prvky ako W, A1 a Co môžu zvýšiť dekarbonizáciu, zatiaľ čo Cr a Mn môžu zabrániť dekarbonizácii. Si, Ni a V nemajú žiadny vplyv na dekarbonizáciu ocele.
Nedostatočná kontrola dekarbonizácie pri výrobe výkovkov môže znížiť povrchovú pevnosť výkovkov, odolnosť proti opotrebovaniu, únavovú pevnosť a kujnosť a pri tepelnom spracovaní môže dôjsť k praskaniu výkovku.
Predchádzajúce:Hlavná klasifikácia kovania
Odoslať dopyt



X
Súbory cookie používame, aby sme vám poskytli lepší zážitok z prehliadania, analyzovali návštevnosť stránok a prispôsobili obsah. Používaním tejto stránky súhlasíte s naším používaním cookies.
Zásady ochrany osobných údajov